
Enhancing Safety Standards: 5 Ton Explosion-Proof Wire Rope Hoist Project
Explosion proof wire rope hoist for sale. Check 5 ton explosion proof wire rope hoist for sale Pakistan project & types of explosion proof hoists for you.
Ensuring Safety and Compliance: Exploring European Standards in Explosion-Proof Wire Rope Hoists
In today's industrial landscape, the safe handling of heavy loads in potentially explosive atmospheres is paramount. Among the critical equipment designed to ensure safety in such environments are Explosion-Proof Wire Rope Hoists. These hoists play a pivotal role in various industries, safeguarding operations in areas where the presence of combustible gases, vapors, or dust could pose a significant risk.
Explosion-Proof Wire Rope Hoists are specialized lifting devices engineered to operate in environments where explosive atmospheres might exist. These hoists are meticulously designed with robust safety features to prevent any ignition source that could potentially trigger an explosion.
In Europe, ensuring the highest safety standards in industrial settings is a top priority. The European Union (EU) has established stringent safety regulations and directives to mitigate the risks associated with explosive atmospheres. Compliance with these standards is not just a matter of legality but, more importantly, a commitment to safeguarding human lives and protecting valuable assets.
Overview of Explosion-Proof Wire Rope Hoists
Explosion-Proof Wire Rope Hoists stand as a pinnacle of safety in industries where the presence of explosive atmospheres poses a constant risk. These hoists are meticulously engineered to prevent any potential ignition source that could lead to catastrophic explosions. They are designed with robust safety features and components, ensuring safe lifting and lowering of heavy loads in hazardous areas.
Functionally, these hoists employ a durable wire rope wound around a drum, driven by a motor, and guided by a series of pulleys. The motor, carefully sealed to prevent sparking or arcing, is the heart of the hoist. The wire rope attaches to a hook or other load-handling devices, enabling the lifting and maneuvering of heavy materials with precision and safety.
Types and Applications
Explosion-Proof Wire Rope Hoists come in various types, tailored to suit specific industry needs. They find extensive applications in sectors such as chemical manufacturing, oil and gas refineries, pharmaceuticals, mining, and more. Some common types include: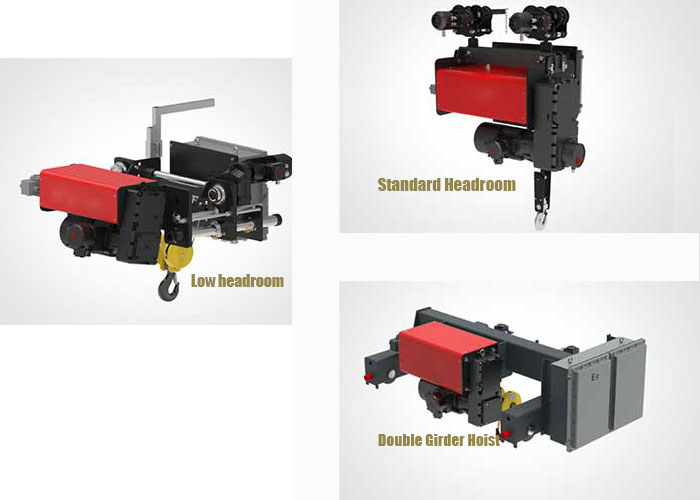
Types of explosion proof wire rope hoists, single girder design , double girder design, with standard headroom and low headroom design
Key Components and Operation
The essential components of an Explosion-Proof Wire Rope Hoist include:
- Motor:Enclosed and sealed to prevent sparks or arcing.
- Wire Rope:A high-strength, durable rope wound around a drum.
- Pulleys:Guide the wire rope, ensuring smooth movement and distribution of load.
- Hooks or Load Handling Devices:Used for attaching and maneuvering the load.
The operation involves controlling the motor to wind or unwind the wire rope, lifting or lowering the load as required. Safety mechanisms such as limit switches, emergency stop buttons, and overload protection are integral, ensuring safe operation even in challenging conditions.
Explosion-Proof Wire Rope Hoists, with their precise engineering and emphasis on safety, stand as indispensable tools in industries where safety is not just a requirement but a moral obligation. In the subsequent sections, we'll delve deeper into the stringent safety standards and compliance measures governing these critical pieces of equipment in Europe.
European Safety Regulations for Explosion-Proof Wire Rope Hoists
In the European Union, ensuring the highest safety standards in industrial environments is a foundational principle. The EU has established comprehensive safety directives and standards to govern equipment operating in potentially explosive atmospheres. These directives provide a framework for manufacturers and operators, aiming to mitigate risks and ensure the utmost safety.
Among the primary directives governing Explosion-Proof Wire Rope Hoists are the ATEX directives (ATmosphères EXplosibles), which encompass specific regulations for equipment intended for use in potentially explosive atmospheres. These directives outline essential requirements for manufacturers, distributors, and end-users to ensure compliance with stringent safety measures.
Classification of Hazardous Areas and Environments
EU directives classify hazardous areas based on the probability of the presence of explosive atmospheres. The classification divides these areas into zones:
- Zone 0:Areas where explosive atmospheres are present continuously or for long periods.
- Zone 1:Areas where explosive atmospheres are likely to occur under normal operating conditions.
- 3. Zone 2:Areas where explosive atmospheres are not likely to occur or, if they do, will exist for a short period.
This classification system aids in determining the type of equipment suitable for specific zones, ensuring that Explosion-Proof Wire Rope Hoists deployed in these environments comply with the appropriate safety standards.
Specific Requirements for Explosive Atmospheres
Explosive atmospheres pose unique challenges, requiring specialized equipment designed to prevent any potential ignition source. For Explosion-Proof Wire Rope Hoists to comply with EU standards, they must adhere to specific requirements:
- Constructional Requirements:Hoists must be built to prevent any potential sources of ignition. This involves the use of materials and design features that eliminate sparks, arcs, or excessive temperatures.
- Certification and Marking:Rigorous testing, certification, and CE marking are imperative to ensure compliance with EU directives. These certifications are evidence of adherence to safety standards and suitability for use in hazardous areas.
- Regular Inspections and Maintenance:Periodic inspections and maintenance routines are mandatory to ensure the hoists' continued compliance with safety standards and optimal functionality in hazardous environments.
The stringent regulations governing Explosion-Proof Wire Rope Hoists in Europe are aimed at guaranteeing the highest level of safety in industries where explosive atmospheres pose significant risks. In the subsequent sections, we'll delve deeper into the meticulous safety standards and certification processes required to ensure these hoists' reliability and safety within European industrial settings.
Stringent Safety Standards for Wire Rope Hoists in Europe
Analysis of Safety Features and Mechanisms
Explosion-Proof Wire Rope Hoists are equipped with an array of sophisticated safety features and mechanisms to ensure safe operation in potentially explosive atmospheres. These include:
- Enclosed Motors:Motors are encapsulated to prevent sparks or arcs from igniting potentially hazardous atmospheres.
- Explosion-Proof Enclosures:Hoists are designed with robust enclosures, preventing external factors from causing sparks or igniting flammable substances.
- Limit Switches and Overload Protection:Integrated safety measures such as limit switches and overload protection mechanisms halt operations if limits are exceeded, preventing hazardous situations.
- Emergency Stop Systems:Instantaneously halts hoist operations in emergencies, averting potential accidents or explosions.
Compliance with ATEX Directives and Regulations
The ATEX directives (ATmosphères EXplosibles) in Europe mandate stringent safety protocols for equipment used in potentially explosive environments. Manufacturers of Explosion-Proof Wire Rope Hoists must comply with these directives, ensuring their products meet the highest safety standards.
Compliance involves:
- Design and Manufacturing Standards:Hoists must be designed and manufactured in adherence to ATEX directives, ensuring they are intrinsically safe and do not generate sparks or heat that could ignite explosive substances.
- Risk Assessments:Manufacturers conduct thorough risk assessments to identify potential hazards and ensure their products are designed to mitigate these risks effectively.
- Documentation and Certifications:Complete documentation and certification of compliance with ATEX directives are imperative. This includes CE marking, indicating conformity with relevant European health, safety, and environmental protection standards.
Examination of EN Standards and Certification Processes
European Norms (EN) standards complement ATEX directives, providing specific technical guidelines and standards for equipment used in explosive atmospheres. For Explosion-Proof Wire Rope Hoists, adherence to EN standards is crucial.
Certification processes involve:
- Testing and Evaluation:Hoists undergo rigorous testing by accredited bodies to ensure they comply with EN standards. This includes assessments of construction, electrical safety, and performance under various conditions.
- Conformity Assessment:Independent assessment bodies carry out conformity assessments to verify compliance with EN standards and ATEX directives.
- CE Marking:Upon successful compliance, hoists are affixed with the CE marking, indicating conformity with European standards.
These stringent safety standards and certification processes are fundamental in ensuring the reliability and safety of Explosion-Proof Wire Rope Hoists within European industrial settings, minimizing the risks associated with operating in potentially explosive atmospheres.
Certification and Compliance Processes
Importance of Certification in Ensuring Safety
Certification plays a pivotal role in ensuring the safety and reliability of Explosion-Proof Wire Rope Hoists in European industrial settings. It serves as a seal of approval, confirming that these hoists comply with stringent safety standards and are fit for use in potentially explosive atmospheres.
Certification is essential because:
- Safety Assurance:Certification verifies that the hoists meet specific safety criteria, ensuring they are designed and manufactured to prevent potential ignition sources in hazardous environments.
- Legal Compliance:It ensures compliance with EU directives and regulations, making it a legal requirement for hoists to be certified before use in industrial settings.
- Risk Mitigation:Certified hoists minimize the risk of accidents, explosions, and associated damages, protecting both personnel and valuable assets.
Role of Conformity Assessment Bodies (CABs)
Conformity Assessment Bodies (CABs) are crucial entities responsible for evaluating whether Explosion-Proof Wire Rope Hoists comply with relevant safety standards and directives. These bodies are accredited to conduct thorough assessments and issue certifications based on rigorous testing and analysis.
The roles of CABs include:
- Testing and Assessment:CABs conduct comprehensive tests and evaluations on hoists to determine their conformity with safety standards.
- . Certification Issuance:Upon successful evaluation, CABs issue certifications confirming compliance with the required standards and directives.
- Surveillance and Monitoring:CABs often engage in ongoing monitoring and periodic audits to ensure continued compliance with safety standards.
Examination of CE Marking and Documentation Requirements
CE marking is a mandatory indication of conformity with health, safety, and environmental protection standards within the European Economic Area (EEA). Explosion-Proof Wire Rope Hoists, complying with relevant directives, must bear the CE marking.
Documentation requirements include:
- Technical Documentation:Manufacturers must maintain comprehensive technical files detailing design specifications, risk assessments, test reports, and compliance with standards.
- Declaration of Conformity:Issued by the manufacturer, this document affirms that the hoists meet essential safety requirements and comply with relevant directives.
- User Manuals and Instructions:Clear and comprehensive user manuals, including safety instructions and maintenance guidelines, are crucial for safe operation and compliance.
The CE marking and documentation fulfill essential roles in ensuring the safety, reliability, and compliance of Explosion-Proof Wire Rope Hoists in European industrial environments, emphasizing the adherence to stringent safety measures within the region.
Ensuring Reliability and Safety in Explosive Environments
Maintenance and Inspection Protocols
In maintaining the reliability and safety of Explosion-Proof Wire Rope Hoists in explosive environments, robust maintenance and inspection protocols are paramount.
- Scheduled Maintenance:Regular maintenance schedules, as prescribed by manufacturers and regulatory standards, ensure the hoists remain in optimal condition.
- Inspection Checklist:Establishing comprehensive inspection checklists aids in systematic examination of critical components, identifying wear, damage, or potential issues.
- Component Replacement:Timely replacement of worn-out or damaged components, such as cables, motors, and safety mechanisms, is crucial to prevent failures that could compromise safety.
- Documentation of Maintenance Records:Keeping detailed records of maintenance activities allows for tracking and ensures compliance with maintenance schedules and regulations.
Training and Competency Requirements for Operators
Operators handling Explosion-Proof Wire Rope Hoists in hazardous environments must undergo specialized training to ensure safe and competent handling of the equipment.
- Safety Training:Comprehensive training programs cover the safe operation, handling, and emergency procedures related to Explosion-Proof Wire Rope Hoists in explosive atmospheres.
- Risk Awareness:Training should emphasize the understanding of potential risks associated with operating in hazardous environments and ways to mitigate these risks effectively.
- Competency Assessment:Regular assessments ensure operators remain proficient in their skills, stay updated with safety protocols, and adhere to operational best practices.
5 Ton Wire Rope Electric Explosion Proof Hoist for Sale Pakistan
In a manufacturing plant specializing in heavy machinery components, the need for a reliable lifting solution became a top priority. The facility required a robust lifting system capable of handling heavy loads efficiently while maintaining the highest safety standards. After careful evaluation, the decision was made to install a 5-ton wire rope explosion proof electric hoist , perfectly suited to meet the plant's rigorous lifting demands.

Explosion Proof Hoist Specifications
- Lifting Capacity:5 tons, catering to the heavy-load requirements of the manufacturing plant.
- Lifting Height:Capable of reaching up to 7 meters, providing ample vertical reach for varied lifting needs.
- Voltage and Phase:Operates on 380V 50Hz 3-phase power supply, ensuring consistent and reliable performance.
- Control System:Equipped with a pendant control system for precise and convenient operation.
FEM2M Classification:Compliant with FEM (Fédération Européenne de la Manutention) classification 2M, indicating high reliability and efficiency in moderate-duty applications.
Implementation and Compliance
Upon installation, the hoist underwent thorough compliance checks to ensure adherence to the stringent European safety directives, including ATEX and EN standards. Rigorous assessments confirmed its suitability for operating in potentially explosive atmospheres, ensuring the safety of both personnel and assets within the manufacturing plant.
The hoist's compliance with safety regulations involved:
- Design and Construction:The hoist was intricately designed with safety features such as enclosed motors to prevent sparks and explosion-proof enclosures to avert potential ignition sources in hazardous environments.
- Certification and Compliance:It underwent comprehensive testing by accredited bodies, obtaining certifications and CE marking, confirming its conformity with European safety standards and directives.
Operational Efficiency and Safety Assurance
Since installation, the 5-ton wire rope explosion proof electric hoist has played a pivotal role in the manufacturing plant's operations. Its robust build, combined with precise controls and high lifting capacity, has significantly enhanced productivity. Operators have commended the hoist's reliability and ease of use, allowing for efficient lifting and maneuvering of heavy machinery components within the facility.
Moreover, stringent maintenance and inspection protocols have been implemented to ensure the hoist's continuous reliability and adherence to safety standards. Regular maintenance routines, detailed inspection checklists, and periodic component replacements have been instrumental in maintaining optimal functionality and safety.
The successful integration of the 5-ton wire rope explosion proof electric hoist within the manufacturing plant stands as a testament to the significance of selecting compliant and reliable lifting solutions. The hoist's adherence to European safety standards, coupled with its operational efficiency, has not only improved productivity but also ensured a safe working environment in compliance with stringent regulations.
As industries continue to prioritize safety and efficiency, investing in compliant and reliable equipment like the 5-ton wire rope explosion proof electric hoist remains pivotal, setting a benchmark for safe and efficient lifting operations in demanding industrial settings.
In conclusion, the commitment to adhering to stringent safety standards and compliance measures remains pivotal. It's not just about meeting regulations but about prioritizing safety, fostering reliability, and continually striving for advancements that will further enhance the safety and efficiency of Explosion-Proof Wire Rope Hoists in European industrial landscapes. These hoists stand as integral components, ensuring operations can proceed safely and smoothly in environments where safety is paramount.


