
Case Study: Anti-Dust Explosion-Proof Electric Chain Hoists in Canada
1.5 Ton Anti-Dust Explosion-Proof Electric Chain Hoist for Sale. Custom Electric Hoist with 6m Lifting Height for Hazardous Environments. Check Now!
Overview of Anti Dust Explosion Proof Electric Chain Hoists
Explosion-proof electric chain hoists are crucial in industries where the presence of combustible dust or explosive gases increases the risk of accidents. Their design ensures that they can operate safely without igniting hazardous substances, which is essential for protecting workers and maintaining safe working conditions.
In Canada, certain industrial sectors demand explosion-proof equipment due to the presence of hazardous materials and environments. Key industries include oil and gas, chemical manufacturing, and mining. These sectors often work with substances that can create explosive atmospheres, making safety-critical equipment like explosion-proof hoists indispensable.
The Canadian regulatory framework requires that equipment used in such environments must meet stringent safety standards to prevent ignition sources. The Canadian Standards Association (CSA) and other regulatory bodies establish these standards, ensuring that equipment like the anti-dust explosion-proof electric chain hoists complies with national safety and operational guidelines. This adherence not only protects workers but also helps companies avoid costly accidents and legal issues.
Explosion-Proof Features
This hoist is designed with anti-dust and explosion-proof features to enhance safety in hazardous environments. The anti-dust design prevents the ingress of dust particles that could interfere with the hoist’s operation, thereby extending its lifespan and reducing maintenance needs. The explosion-proof construction ensures that the hoist does not generate sparks or heat that could ignite explosive gases or dust, thus safeguarding workers and equipment. These features make the hoist suitable for use in environments such as chemical plants, oil refineries, and mining operations, where both dust and explosive materials are present.
Application in Canada
In Canada, several industries require explosion-proof hoists due to the presence of hazardous materials and environments. Key sectors include:
- Oil and Gas: This industry involves the handling and processing of flammable substances and explosive gases. Explosion-proof hoists are essential for safely lifting and positioning equipment and materials in refineries, drilling sites, and processing facilities.
- Chemical Manufacturing: Facilities in this sector work with chemicals that can produce explosive vapors or dust. Explosion-proof hoists help manage and move chemicals and equipment safely, preventing potential ignition sources that could lead to accidents.
- Mining: Mining operations often involve working with combustible dust and gases. Explosion-proof hoists are used to handle heavy mining equipment and materials in a safe manner, ensuring compliance with safety regulations and protecting workers.
Case of 1.5 Ton Anti Dust Electric Hoist
This case study explores the use of anti-dust explosion-proof electric chain hoists with a 1.5-ton capacity in Canada. The primary focus is on demonstrating the significance of these hoists in environments where dust and explosive gases pose a significant risk. By examining their specifications and real-world applications, we highlight how these hoists enhance safety and operational efficiency in hazardous settings.
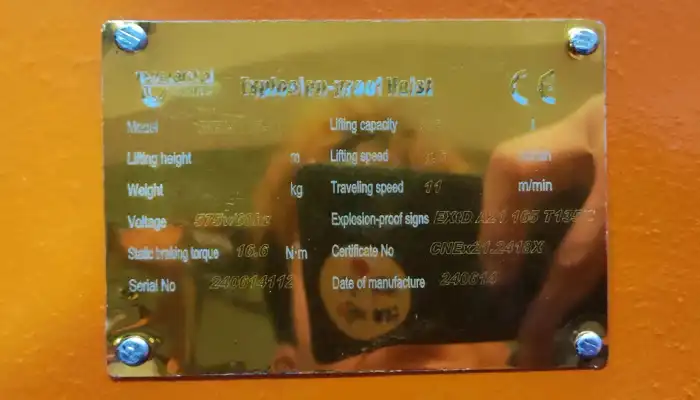
Product Specifications- Hoist Capacity: The anti-dust explosion-proof electric chain hoist has a lifting capacity of 1.5 tons. This capacity is well-suited for a variety of industrial tasks, including handling heavy machinery parts, materials, and equipment in manufacturing and processing environments. The 1.5-ton capacity allows it to efficiently manage moderate to heavy loads, ensuring that operations remain smooth and productive even in demanding conditions.
- Lifting Height:With a lifting height of 6 meters, this hoist provides ample vertical reach for many industrial applications. This height is ideal for lifting and positioning materials and equipment in locations with standard or elevated clearance requirements. The 6-meter range supports tasks such as loading and unloading from high platforms, assembly line operations, and moving large components within workshops or storage areas.
- Power Supply:The hoist operates on a power supply of 575V, 60Hz, 3-phase. This specification is aligned with Canadian electrical standards, ensuring compatibility and safety in industrial settings. The 575V 3-phase power supply provides consistent and reliable power, essential for the hoist's performance and durability in continuous operation environments.Anti-Dust and
One notable project in Canada where the anti-dust explosion-proof electric chain hoist was utilized is at a chemical manufacturing plant in Ontario. The facility processes various chemicals that are prone to producing explosive vapors and dust.
Challenges Faced:
- Hazardous Environment: The plant’s environment is filled with potentially explosive chemical dust and vapors, posing a significant safety risk.
- Equipment Reliability: Ensuring that equipment can operate reliably without becoming an ignition source was a major concern.
- Compliance with Standards: The need to meet stringent safety and regulatory standards for explosion-proof equipment.
How the Hoists Addressed These Challenges:
- Safety Enhancement: The hoists' explosion-proof features ensured that they operated safely in the hazardous environment, preventing any risk of ignition.
- Durability and Reliability: The anti-dust design protected the hoists from dust ingress, ensuring long-term reliability and reducing maintenance needs.
- Regulatory Compliance: By meeting Canadian safety standards, the hoists helped the plant adhere to industry regulations, avoiding potential legal issues and enhancing overall workplace safety.
The successful deployment of these hoists in such a critical setting highlights their importance and effectiveness in managing safety and operational challenges in hazardous environments.

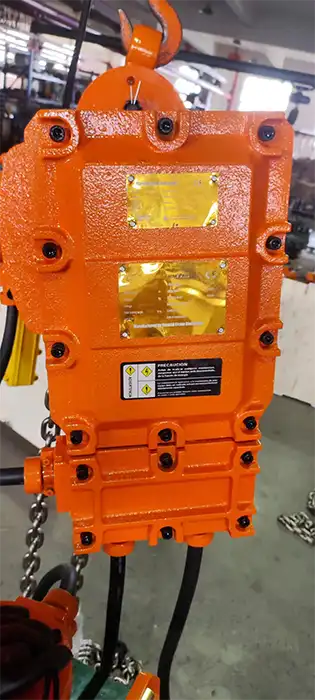 Explosion proof electric chain hoist under construction
Explosion proof electric chain hoist under construction  Details of explosion proof electric chain hoist
Details of explosion proof electric chain hoist  Explosion proof pendant control
Explosion proof pendant control  Main parts and components of chain hoist packed for delivery
Main parts and components of chain hoist packed for delivery Benefits and Impact
Safety Enhancements
The explosion-proof features of these electric chain hoists significantly contribute to workplace safety by preventing ignition sources in hazardous environments. The design ensures that:
- No Sparks or Heat Generation: The hoists are built to operate without generating sparks or excessive heat, which reduces the risk of igniting flammable gases or dust present in environments like chemical plants or oil refineries.
- Dust Protection: The anti-dust design prevents dust from entering the internal components of the hoist, which could otherwise lead to malfunction or increase the risk of explosions.
- Durable Construction: The robust construction of the hoists ensures they can withstand harsh conditions, contributing to a safer work environment by reducing the likelihood of equipment failure.
Overall, these safety features protect workers, prevent accidents, and create a safer operational environment in industries dealing with explosive materials.
Operational Efficiency
The reliable performance of the explosion-proof hoists leads to several operational improvements:
- Consistent Performance: The hoists provide consistent and dependable lifting operations, which enhances overall productivity by minimizing downtime and maintenance needs.
- Reduced Maintenance: The anti-dust design reduces the frequency of maintenance and repairs, allowing for more efficient use of resources and time.
- Enhanced Handling: The 1.5-ton capacity and 6-meter lifting height ensure that heavy loads can be moved efficiently, supporting smooth operations in manufacturing and processing settings.
By ensuring reliable and efficient hoist performance, these features contribute to a more productive and streamlined operational process.
Compliance and Standards
The hoists are designed to meet rigorous Canadian safety and regulatory standards, which include:
- Adherence to CSA Standards: The hoists comply with Canadian Standards Association (CSA) regulations for explosion-proof equipment, ensuring they meet the necessary safety criteria for hazardous environments.
- Electrical Compatibility: The power supply specifications (575V, 60Hz, 3-phase) align with Canadian electrical standards, ensuring proper integration and operation within local industrial setups.
- Regulatory Compliance: By meeting these standards, the hoists help businesses avoid legal issues and fines associated with non-compliance, while also ensuring safe and efficient operations.
Meeting these standards not only enhances workplace safety but also demonstrates a commitment to industry best practices and regulatory adherence.
Customer Testimonials
Feedback from Users
John Smith, Operations Manager at Ontario Chemical Plant: "The anti-dust explosion-proof hoists have been a game-changer for our operations. Their reliable performance in our hazardous environment has significantly enhanced our safety measures. We’ve had zero incidents related to hoist failures since their installation."
Emily Brown, Safety Coordinator at Alberta Oil Refinery: "These hoists are exactly what we needed for our refinery. They’ve proven to be both durable and efficient, handling our heavy loads with ease while meeting all Canadian safety standards. We’re very satisfied with their performance and the peace of mind they provide."
Mike Johnson, Maintenance Supervisor at Quebec Mining Facility: "Our new explosion-proof hoists have greatly reduced our maintenance time and costs. Their anti-dust features keep them running smoothly in our dusty environment, and we’ve seen a noticeable improvement in our operational efficiency."
Success Stories
- Ontario Chemical Plant: At the Ontario Chemical Plant, the introduction of the 1.5-ton anti-dust explosion-proof hoists led to a major safety milestone. Prior to their installation, the plant experienced frequent maintenance issues and safety concerns due to equipment failures. Since implementing these hoists, there have been no related incidents or downtime, significantly improving overall safety and operational reliability.
- Alberta Oil Refinery: The Alberta Oil Refinery utilized the hoists to streamline their heavy lifting operations in a challenging environment filled with flammable gases. The hoists’ reliable performance and compliance with safety standards allowed the refinery to handle large volumes of materials more efficiently while maintaining rigorous safety protocols. This success not only improved the refinery's operational capacity but also reinforced its commitment to workplace safety.
- Quebec Mining Facility: In the Quebec Mining Facility, the hoists addressed the issue of dust-related equipment failures. The anti-dust design of the hoists minimized maintenance needs and extended their operational lifespan. The facility reported increased efficiency and reduced maintenance costs, highlighting the hoists' role in enhancing productivity and reliability in a demanding mining environment.
These testimonials and success stories underscore the tangible benefits of using anti-dust explosion-proof electric chain hoists, demonstrating their effectiveness in improving safety, efficiency, and operational reliability across various industrial settings.
Summary of Key Points
The anti-dust explosion-proof electric chain hoists with a 1.5-ton capacity offer significant advantages for industries operating in hazardous environments. With a lifting height of 6 meters and a power supply of 575V, 60Hz, 3-phase, these hoists are designed to meet stringent Canadian safety standards. Their explosion-proof and anti-dust features enhance workplace safety by preventing ignition sources and maintaining reliable operation in challenging conditions.
The benefits of these hoists include improved safety, increased operational efficiency, and adherence to regulatory standards. They address common issues such as equipment failure in hazardous environments and reduce maintenance needs, ultimately contributing to a safer and more productive work environment. Contact us to check what we can do to save your cost.


